
W dzisiejszym wpisie chciałem podzielić się z Wami podstawowymi informacjami na temat butelek PET:
- akie wymagania stawiamy butelkom?
- Jak wygląda proces produkcji butelek PET (nie mylić z butelkami z HDPE!)
- Co powstaje z recyklingu butelek PET? Czy istnieje szansa, żeby PET mógł być ponownie wykorzystany do kontaktu z żywnością?
- Dlaczego nie należy wystawiać butelek na słońce?
Wymagania w stosunku do butelek
Butelki są opakowaniem służącym do przechowywania i transportu substancji ciekłych lub sypkich. Aby spełniały one swoją funkcję, materiał użyty do wytworzenia butelki musi się cechować odpowiednimi właściwościami, przede wszystkim:
- sztywność – im wyższa sztywność, tym cieńsze mogą być ścianki butelki oraz więcej butelek możemy ułożyć jedna na drugiej (w tym celu przeprowadza się tzw. testy Top Load).
- odporność na uderzenia (udarność) – odgrywa znaczenie podczas transportu i użytkowania, gdyż wysoka udarność pozwala ochronić produkt w przypadku upadku;
- odporność chemiczna – odgrywa znaczenie w przypadku transportu związków mogących oddziaływać z opakowaniami, jak np. alkoholi, olejów, kwasów.
- dopuszczalność do kontaktu z żywnością – materiał z którego są wykonane butelki nie może wykazywać negatywnego wpływu na zdrowie człowieka
- barierowość względem tlenu, dwutlenku węgla i wilgoci – barierowość względem tlenu odgrywa ważną rolę, gdyż chroni produkt przed zepsuciem, a w przypadku napojów gazowanych pozwala na zachowanie dwutlenku węgla wewnątrz opakowania;
- koszt przetwórstwa – im niższe zapotrzebowanie na energię lub zanieczyszczenie wody, tym lepiej.
- odporność na oddziaływanie środowiska w warunkach przechowywania – duże wahania temperatur lub promieniowanie UV może negatywnie wpływać zarówno na opakowanie jak i sam wyrób.
Można by wyróżnić jeszcze kilka aspektów, jednak wymienione powyżej są najważniejsze.
Jak wygląda proces produkcji butelek PET?
Proces produkcji butelek jest dwuetapowy – najpierw produkowana jest tzw. preforma (Rys. 1) z wykorzystaniem metody wtryskiwania a następnie po podgrzaniu jest ona rozciągana za pomocą trzpienia i rozdmuchiwana.

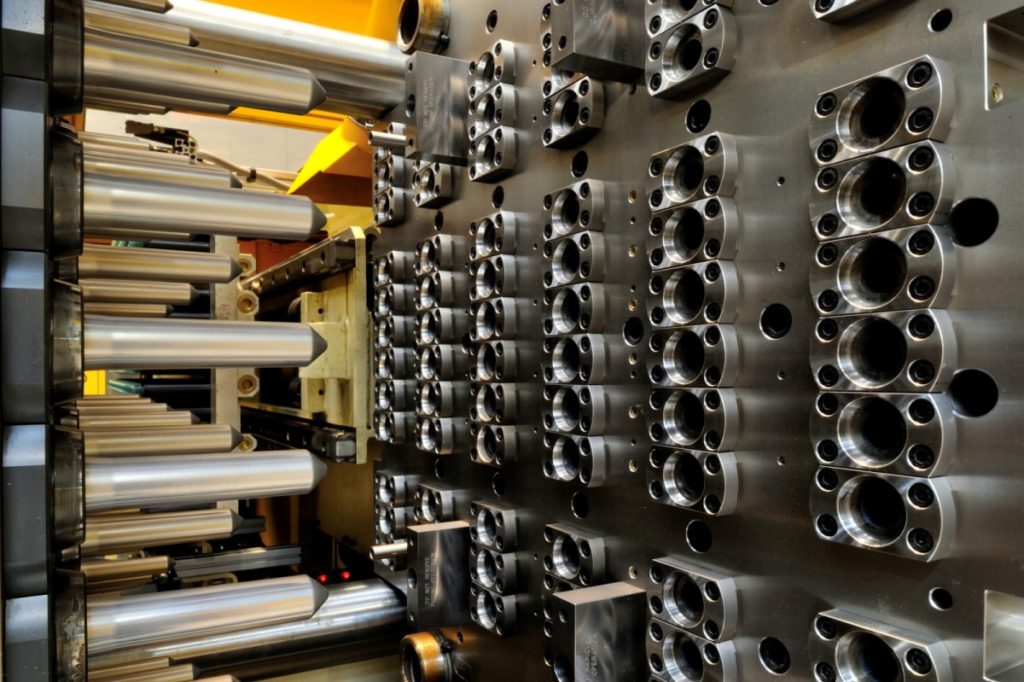
Wtryskiwanie jest metodą polegającą na cyklicznym stopieniu tworzywa (temperatura przetwórstwa to ok. 280 stopni Celsjusza), wtryśnięciu go do formy metalowej formy i schłodzeniu (Rys. 2). W przypadku produkcji preform cykl trwa on ok. 12-14 sekund i w jego trakcie produkowanych jest nawet 288 preform. Jedna z czołowych firm w Polsce produkuje rocznie ponad miliard preform (wg stanu na 2012 rok)! [2]
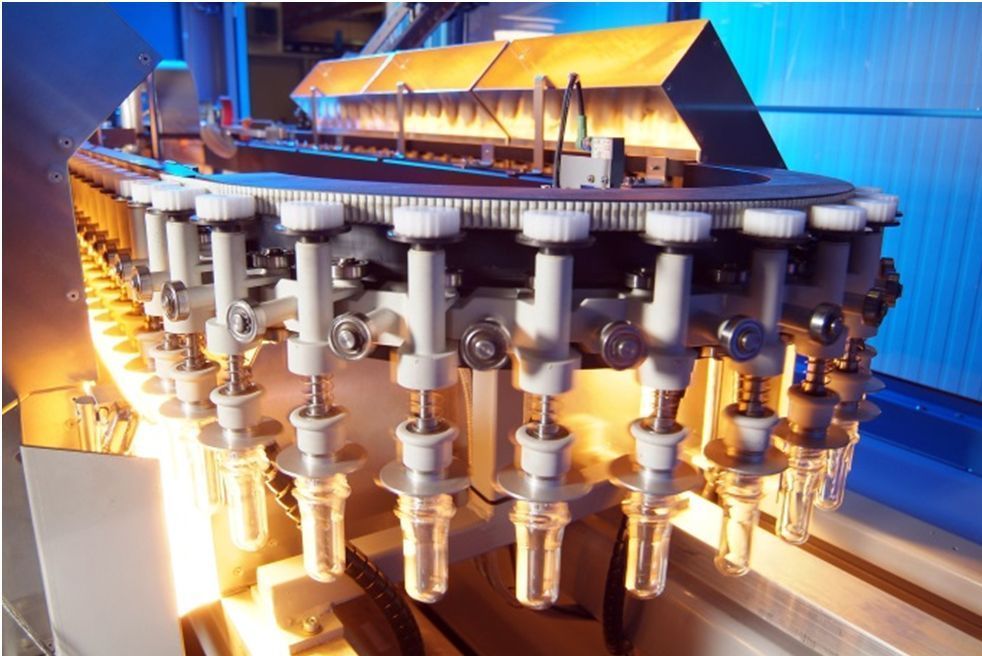
Drugim etapem jest rozdmuch, który polega na nagrzaniu preformy do 80-95 stopni Celsjusza przy użyciu promienników ciepła lub podczerwieni (Rys. 3), a następnie uformowaniu wyrobu. Żeby preformę prawidłowo nagrzać należy to robić dwukrotnie z przerwą na kondycjonowanie, aby ciepło wniknęło wgłąb preformy).
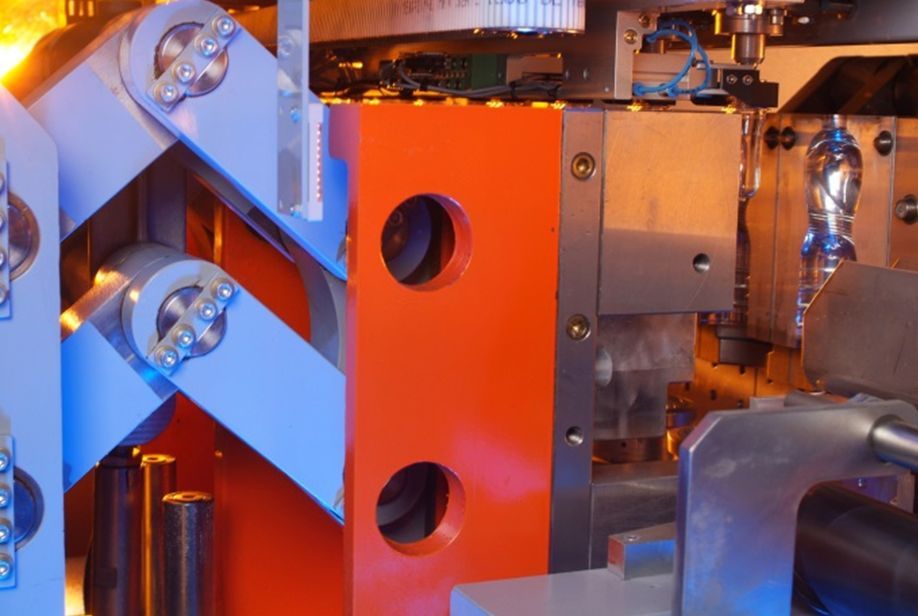
Formowanie wyrobu odbywa się początkowo przy użyciu trzpienia, który słyży do wstępnego rozciągnięcia preformy. Gdybyśmy pomineli ten etap tworzywo pod wpływem powietrza najpierw dotknęłoby ścianek formy i szybko się schłodziło uniemożliwiając dalsze formowanie. W trakcie rozciągania następuje od razu rozdmuch wstępny, po czym następuje rozdmuch zasadniczy. Podczas rozdmuchu zasadniczego formowany jest finalny wyrób. Po uformowaniu wyrobu następuje dekompresja (usuwane jest ciśnienie z gotowej butelki) i usunięcie wyrobu z formy (Rys. 4).
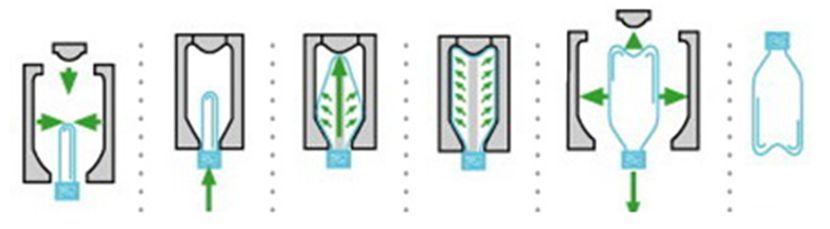
Schemat procesu rozdmuchu został zaprezentowany na Rys. 5. Pomimo, że produkcja jest dwuetapowa, to może być ona realizowana na jednej maszynie (wtrysk+rozdmuch) lub na dwóch osobnych (wtrysk i rozdmuch osobno)
Co otrzymujemy podczas recyklingu PET?
Wedle aktualnego stanu techniki recykling butelek PET realizuje się głównie na 3 sposoby (plus jeden dodatkowy) – szerzej o tym opowiemy w kolejnej części artykułu:
- na włókna poliestrowe, służące do wytwarzania tkanin (polarów). Najlepszym przykładem jest firma Decathlon, która produkuje ubrania z recyklatu [4]
- na żywicę poliestrową – poprzez zastosowanie odpowiedniej obróbki chemicznej otrzymuje się żywicę szeroko stosowaną do produkcji laminatów (łodzie, samoloty, elementy konstrukcyjne) – nie możemy podać firmy, która kupowała od nas ten odpad, ale mamy na to odpowiednie faktury 😀
- opakowania – produkowane metodą wtryskiwania.
- dodatkowym sposobem jest recykling z wykorzystaniem technologii polikondensacji w masie (ang. solid state polycondensation – SSP). Polega ona na przeprowadzeniu procesu zbliżonego do reakcji otrzymywania samego PET, z jednoczesnym usuwaniem wody (produkt uboczny reakcji), a także oczyszczeniu tworzywa. Ze względu na stosunkowo wysoką cenę instalacji nie jest to popularne rozwiązanie, jednak ma ona dwie bardzo istotne zalety . Po pierwsze jest w stanie poprawić jakość surowca, a po drugie jest w stanie oczyścić surowiec, żeby ponownie nadawał się do kontaktu z żywnością (tj. na butelki) [4]. Taka instalacja stoi np. w jednej z poznańskich firm od prawie 10 lat [5].
Dlaczego nie powinno się wystawiać butelki PET na słońce?
Jest to pewna ciekawostka, którą chciałem opowiedzieć przy okazji tematu butelek. Wystawienie butelki na słońce powoduje jej nagrzanie i tym samym umożliwienie wydzielenia się do wody niewielkiej ilości związków (mniej lub bardziej oddziałujacych na człowieka). Należy tutaj mieć świadomość, że butelka PET ma jasno określony sposób użycia, w którym nie przewiduje się jego podgrzewania. W artykule z 2013 opisano, że w temperaturze pokojowej (nawet do 40 stopni Celsjusza) wydzielanie związków jest na granicy oznaczalności (Rys. 6). Niestety w przypadku wody gazowanej dochodziło do ich wydzielenia już w temperaturze pokojowej[6].
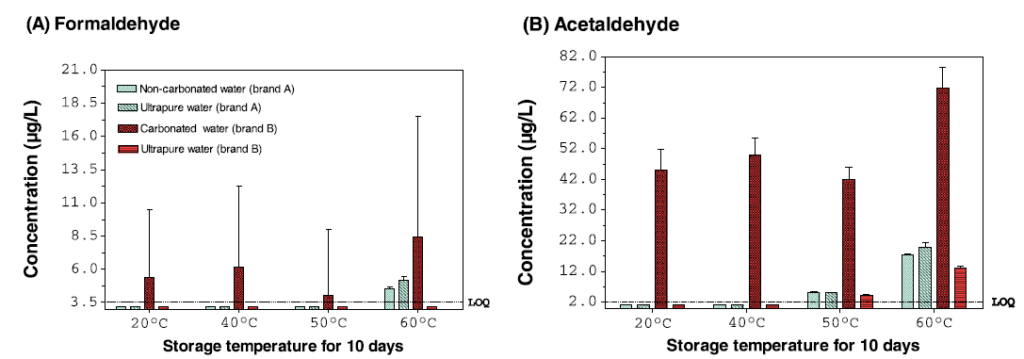
Przykładem takich związków chemicznych jest formaldehyd i acetaldehyd. W przypadku wydzielenia się acetaldehydu woda zmienia smak na „plastikowy” i tak łatwo go rozpoznać. Warto zapamiętać, że w normalnych warunkach wydzielane ilości są praktycznie niewykrywalne, a nieprawidłowe przechowywanie może doprowadzić do ich wydzielenia. Należy również wiedzieć, że w dobrych zakładach produkcyjnych bada się związki obecne w ściance butelki po jej wytworzeniu, żeby ocenić czy może być szkodliwa dla klienta końcowego.
Bibliografia
- [1] Poszwa P., Symulacje procesu wtryskiwania preform butelek – praca inżynierska. Zdjęcia wykorzystane za zgodą firmy, w której realizowałem staż. (wg innych źródeł masa butelek 1.5 l jest nawet o 16% mniejsza – http://suwary.com/suwary-pet.html, dostęp 16.12.2019)
- [2] http://www.niigonmachines.com/customization/pet, dostęp: 29.10.2019
- [3] na podstawie http://www.cm-pet.com.tw/img/bottle_making_s.jpg dostęp: 10.11.2013 r.
- [4] https://www.decathlon.pl/bluza-polarowa-forclaz-50-id_8188682.html dostęp: 29.10.2019
- [5] http://www.mpts.pl/regranulat_technologia_ssp.html, dostęp: 29.10.2019
- [6] Bach C., Dauchy X., Severin I., Munoz J-F., Etienne S. Chagnon M-C.,, Effect of temperature on the release of intentionally and non-intentionally added substances from polyethylene terephthalate (PET) bottles into water: Chemical analysis and potential toxicity, Food Chemistry 139 (2013) 672–680
- Pierwsze zdjęcie pochodzi ze strony http://www.peakpx.com/585110/four-plastic-bottles-on-white-surface i zostało użyte zgodnie z licencją Creative Commons Zero – CC0



Witam. Czym , z dnia na dzień zastąpić tworzywa?
Niestety jest to zbyt ogólne pytanie, żeby na nie jednoznacznie odpowiedzieć. Tworzywa sztuczne jako materiały mają szereg zarówno zalet jak i wad. Ich eliminacja z pewnych obszarów byłaby zdecydowanie złym rozwiązaniem.
Odnośnie zużycia energii przy wytworzeniu / przetopieniu jako argumentu na korzyść PET. Wydaje mi się, że pominięto istotny aspekt dla szkła: butelka szklana może być wielokrotnie wykorzystana bez przetapiania podczas gdy PET nie. Czyli ten współczynnik zużycia energetycznego rozkładałby się inaczej. Butelka szklana może krążyć nawet 20 razy na ścieżce producent – konsument. Z rynku wraca wprost do producenta, gdzie po umyciu trafia na rynek (= 1x transport do producenta, 1x transport w rynek). Butelki PET które trafiają do recyklingu mają dużo dłuższą ścieżkę transportową (odbiorca odpadów do sortowni – sortownia do przetwórcy – przetwórca do producenta produktu w PET – producent w rynek). Nie mam dostępu do danych żeby to policzyć, ale na czuje ten współczynnik rozkłada mi się zupełnie inaczej.
W przypadku butelek PET w wielu krajach funkcjonuje system kaucyjny na te butelki – w części z nich (np. Niemcy) są one transportowane ponownie do mycia i napełniane ponownie (bodajże do 12 razy, ale tutaj mogę się mylić), a w części prasowane i transportowane do ponownego przetwórstwa (np. Szwecja). Zgadzam się, że butelki szklane można używać, jednak gramatura tutaj też robi swoje. W przypadku butelek na napoje są one transportowane do rozlewni, a tych wiele w kraju nie ma, więc te drogi nie są małe. W przypadku PET – musiałbym się zorientować jakie odległości wchodzą w grę. Jest to na pewno cenna uwaga i zagadnienie warte dywagacji, jednak wymagałoby rozpatrzenia bardzo konkretnego przypadku uwzględniającego rozmieszczenie geograficzne potencjalych przedsiębiorstw (lub założenie konkretnych odległości typu 50-100-200 km). Myślę, że w wolnej chwili pochylę się nad tym tematem 🙂
Gdyby zostały zunifikowane gwinty i kształty opakowań szklanych, że producenci mogliby z nich korzystać zamiennie, to wtedy miałbym zdecydowanie lepsze zdanie o tym materiale 🙂
Ale przy butelce szklanej trzeba uwzględnić wodę i środki chemiczne do mycia, ścieki oraz energię potrzebną do tego. I jeszcze jedna uwaga butelki szklane są znacznie cięższe od butelek PET.
Zgadza się. W temacie oceny cyklu życia butelek szklanych i plastikowych, to jest to dość trudna kwestia, gdyż PET przy syntezie zużywa zdecydowanie więcej energii niż produkcja butelki szklanej. Z drugiej jednak strony nadrabia znacząco ze względu na dużo niższą masę. Za jakiś czas może znajdę chwilę, żeby zestawić te dwa materiały ze sobą.
Pytanie do autora, czy do energii niezbędnej do wyprodukowania opakowania zostały policzone takie elementy jak:
– oczyszczenie i przetopienie piasku lub stłuczki
– transport
– wydobycie ropy naftowej
– transport ropy
– rafinacja
– transport rafinatu
– domieszkowanie?
Jeśli nie, to takie porównanie jest bardzo szkodliwe lub wręcz zakrawa na manipulację.
Cześć,
Dzięki za zwrócenie uwagi. Nie przeprowadziłem tutaj pełnego LCA dla wszystkich etapów skupiając się na przetwórstwie.
Podaje się, że na dzień dzisiejszy EROI dla ropy i gazu wynosi od 20-40:1. Oznaczałoby to zużycie energii (z uwzględnieniem wydobycia, rafinacji, transportu) na poziomie ok. 0.25-0.5 kWh/kg, co będzie mieć istotne znaczenie. Należy jednak też wziąć pod uwagę, że instalacje do przetwórstwa szkła (oczywiście nie wszystkie i nie wszędzie) są zasilane gazem ziemnym, który też trzeba wydobyć. Idąc tym tropem, jeżeli konsumpcja energii jest duża, to należałoby doliczyć energię potrzebną na wydobycie i transport paliwa do wytworzenia danej ilości energii (w PL będzie to węgiel).
Jeżeli chodzi o polimeryzację, to są to reakcje egzotermiczne, także nie spodziewam się tutaj znaczących zapotrzebowań na energię.
Z drugiej strony można by się skupić tylko na surowcu z recyklingu (w przypadku PET istnieją instalacje do Solid State Polycondensation, które pozwalają na uzyskanie spowrotem PETu jakości food-grade z recyklatu) – wtedy te koszty byłyby zdecydowanie niższe dla PETu.
Ze względu na złożonność powyższych rozważań starałem się skupić jedynie na aspekcie przetwórstwa, niemniej Twoja uwaga jest bardzo cenna. W wolnej chwili jak zakończę inne tematy spróbuję podejść do tematu z uwzględnieniem aspektów, które wymieniłeś.